Khóa & Treo thẻ an toàn (LOTO) trong ngành ô tô
Tìm hiểu quy trình LOTO ngành ô tô theo tiêu chuẩn OSHA, lợi ích an toàn, điểm cách ly năng lượng nguy hiểm (máy dập, robot hàn, sơn, thủy lực…) và danh sách thiết bị khóa an toàn phù hợp nhà máy sản xuất ô tô tại Việt Nam. Đảm bảo tuân thủ pháp luật, giảm tai nạn và nâng cao hiệu quả sản xuất.

KHÓA & TREO THẺ AN TOÀN (LOTO) TRONG NGÀNH CÔNG NGHIỆP Ô TÔ
I. Bối cảnh triển khai và Sự cần thiết
Ngành công nghiệp ô tô là ngành kinh tế mũi nhọn chiến lược của quốc gia. Đây không chỉ là động lực chính thúc đẩy tiêu dùng và tạo việc làm mà còn liên kết chặt chẽ với các ngành thượng nguồn và hạ tầng như thép, điện tử, hóa chất, năng lượng mới. Chuỗi cung ứng của ngành bao quát toàn bộ các khâu từ nghiên cứu thiết kế, sản xuất linh kiện, lắp ráp thành phẩm đến dịch vụ hậu mãi, đóng vai trò quan trọng trong việc hỗ trợ sự phát triển đồng bộ của hệ thống công nghiệp.
1. Đặc điểm cốt lõi của ngành:
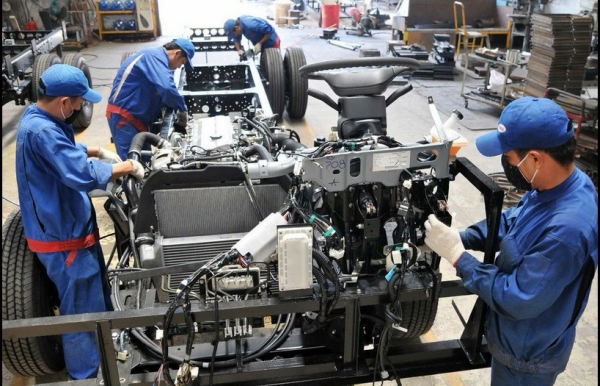
Ngành ô tô mang đặc trưng điển hình là "Máy móc phức tạp (như máy dập, robot hàn, thiết bị sơn), mức độ tự động hóa cao và nguồn năng lượng đa dạng". Trong các tình huống bảo trì, sửa chữa (như hiệu chuẩn thiết bị, thay khuôn, xử lý sự cố), rủi ro tiếp xúc với các nguồn năng lượng nguy hiểm là cực kỳ cao. LOTO chính là giao thức an toàn cốt lõi để kiểm soát các rủi ro này.
2. Các loại năng lượng nguy hiểm:
Bao gồm Điện năng (Hệ thống cấp nguồn thiết bị tự động), Cơ năng (Cơ cấu truyền động, bộ phận dập), Thủy lực (Kẹp thủy lực, thiết bị nâng hạ), Khí động năng (Súng siết bu lông khí nén, hệ thống khí áp sơn), Nhiệt năng (Thiết bị hàn, lò sấy sơn). Nếu không được cách ly hiệu quả, việc "vô tình chạm tay kích hoạt khởi động" rất dễ dẫn đến các tai nạn thảm khốc như kẹt nát, bỏng hoặc va đập thiết bị.
II. Các điểm cách ly tham khảo
| ✓ Máy dập | ✓ Robot hàn | ✓ Buồng sơn |
| ✓ Dây chuyền sản xuất động cơ | ✓ Hệ thống băng tải | ✓ Thang nâng thủy lực |
| ✓ Máy ép lực | ✓ Trạm sạc pin | ✓ Máy công cụ CNC |
| ✓ Máy ép phun nhựa | ✓ Thiết bị hệ thống làm mát | ✓ Thiết bị kiểm thử xe |
| ✓ Cầu nâng ô tô | ✓ Thiết bị cân bằng và lắp lốp | ✓ Và các thiết bị khác |
III. Lợi ích khi triển khai
1. Bảo vệ an toàn:
Trực tiếp giảm thiểu rủi ro tai nạn nghiêm trọng như kẹt nát, bỏng do "thiết bị vô tình khởi động hoặc giải phóng năng lượng bất ngờ"; bảo vệ tính mạng nhân viên và giảm thiểu rủi ro hư hại các thiết bị đắt tiền như máy dập, robot.
2. Tuân thủ pháp lý và Tránh rủi ro:
Đáp ứng các yêu cầu của OSHA, chỉ thị EU 89/391/EEC và các quy định trong nước như Luật An toàn, vệ sinh lao động, GB/T 38369-2019. Việc thực thi tốt giúp doanh nghiệp tránh các hình phạt tài chính hoặc đình chỉ sản xuất do không tuân thủ an toàn.
3. Nâng cao hiệu suất:
Thông qua giải pháp Khóa & Treo thẻ an toàn chuẩn hóa, doanh nghiệp giảm bớt được chi phí thời gian cho việc "xác nhận lặp lại hoặc rà soát rủi ro thủ công", đồng thời rút ngắn thời gian dừng dây chuyền do tai nạn, nâng cao hiệu quả vận hành tổng thể.
4. Xây dựng văn hóa an toàn:
Củng cố ý thức "An toàn là ưu tiên số 1" cho nhân viên, tăng cường tinh thần làm việc và sự an tâm tại vị trí sản xuất, hỗ trợ doanh nghiệp ô tô xây dựng văn hóa an toàn đặc thù ngành.
Việc tuân thủ các thực hành này không chỉ bảo vệ nhân viên mà còn thể hiện cam kết của doanh nghiệp trong việc xây dựng văn hóa an toàn và cải tiến liên tục.
IV. Đề xuất Thiết bị khóa an toàn LOTO
Dưới đây là bảng Đề xuất Thiết bị khóa an toàn LOTO chuyên biệt cho ngành Sản xuất Ô tô. Danh mục này tập trung vào các thiết bị có tính linh hoạt cao, phù hợp với hệ thống robot tự động, tủ điều khiển điện phức tạp và các trạm thủy lực/khí nén đặc thù.
DANH MỤC THIẾT BỊ KHÓA & TREO THẺ AN TOÀN (LOTO) NGÀNH Ô TÔ
| STT | Tên thiết bị | Thuật ngữ gốc (EN) | Ứng dụng thực tế trong nhà máy ô tô | Đặc tính kỹ thuật ưu tiên |
|---|---|---|---|---|
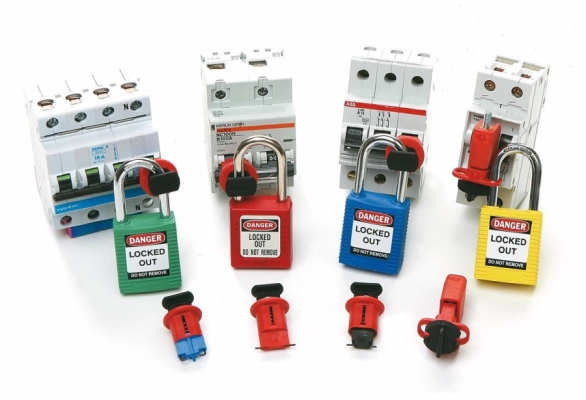
| 1 | Ổ khóa an toàn cách điện | Insulated Safety Padlock | Khóa tủ điện điều khiển Robot, PLC, tủ MCC của dây chuyền lắp ráp. | Thân nhựa Zenex™ nhẹ, gọng nhựa hoặc thép bọc nhựa để tránh gây chập mạch điện. |
| 2 | Thiết bị khóa Aptomat đa năng | Universal Circuit Breaker Lockout | Khóa các loại Aptomat (MCB/MCCB) tại tủ điện tổng của máy dập, máy ép nhựa. | Thiết kế kẹp không dùng dụng cụ (Tool-free), phù hợp với nhiều kích cỡ cần gạt khác nhau. |
| 3 | Thiết bị khóa nguồn khí nén | Pneumatic Quick-Disconnect Lockout | Khóa các đầu nối nhanh của súng siết bu lông, tay máy khí nén tại xưởng hàn/lắp ráp. | Cách ly trực tiếp tại khớp nối đực, ngăn kết nối lại với nguồn khí nén áp suất cao. |
| 4 | Thiết bị khóa phích cắm điện | Electrical Plug Lockout | Khóa phích cắm của các thiết bị kiểm thử xe, máy công cụ cầm tay, máy hàn di động. | Hộp bao kín phích cắm (Dòng EPL), ngăn việc cắm vào ổ điện khi đang sửa chữa. |
| 5 | Thiết bị khóa dây cáp đa năng | Adjustable Cable Lockout | Khóa các tay gạt cụm bơm thủy lực hoặc nhiều điểm cách ly cùng lúc trên dây chuyền sơn. | Dây cáp thép bọc nhựa dẻo, dễ dàng luồn lách qua các khe hẹp của máy móc phức tạp. |
| 6 | Thiết bị khóa van xoay/van bi | Ball/Gate Valve Lockout | Khóa đường ống cấp sơn, dung môi, hệ thống làm mát trung tâm. | Nhựa kỹ thuật chịu được hóa chất, dung môi và nhiệt độ từ lò sấy. |
| 7 | Càng khóa an toàn | Safety Hasp | Sử dụng khi nhiều tổ bảo trì (Điện, Cơ, Robot) cùng làm việc trên một máy. | Loại càng bằng thép sơn tĩnh điện hoặc nhựa (nếu cần cách điện) có 6-8 lỗ khóa. |
| 8 | Thẻ cảnh báo an toàn | Tagout Device | Ghi thông tin kỹ sư sửa chữa, nội dung công việc và thời gian dự kiến hoàn thành. | Nhựa PVC chống thấm nước, dầu mỡ; có ảnh nhận diện nhân viên (nếu cần). |
| 9 | Trạm LOTO tích hợp | Integrated Lockout Station | Lưu trữ khóa và thiết bị tại các khu vực chính như Xưởng Dập, Xưởng Hàn, Xưởng Sơn. | Bảng treo màu vàng/đỏ nổi bật, có mica che chắn bụi bẩn và dầu máy. |
💡 Khuyến nghị thực tế cho chuyên gia EHS ngành Ô tô:
- Quản lý khóa cho Nhà thầu: Trong các kỳ dừng máy lắp đặt dây chuyền mới (New Project), nên trang bị các Hộp khóa nhóm (Group Lock Box) để kiểm soát đồng bộ giữa nhân viên nhà máy và nhà thầu lắp máy.
- Màu sắc định danh:
* Màu Xanh lá: Dành cho nhân viên vận hành (Operator) thực hiện LOTO khi thay khuôn/vệ sinh máy.
* Màu Đỏ/Xanh dương: Dành cho đội ngũ Bảo trì chuyên sâu (Maintenance).
- Kiểm tra năng lượng dư (Stored Energy): Đối với máy dập (Press Machine), ngoài việc khóa điện, bắt buộc phải sử dụng Thanh chống an toàn (Safety Block) để loại bỏ rủi ro do trọng lực của bàn máy.
Quy trình Khóa & Treo thẻ an toàn (LOTO) chi tiết – Ngành sản xuất ô tô (Dựa trên tiêu chuẩn OSHA 1910.147, ISO 14118, và thực tiễn áp dụng tại các nhà máy ô tô & linh kiện ở Việt Nam – nơi có mật độ thiết bị tự động hóa cao, robot hàn, máy dập, hệ thống thủy lực/khí nén và nhiệt độ cao)
Quy trình LOTO bắt buộc được thực hiện bởi Nhân viên được ủy quyền (Authorized Employee) trước mọi hoạt động bảo trì, sửa chữa, thay khuôn dập, điều chỉnh robot, xử lý sự cố, thay thế linh kiện… trên các thiết bị có nguồn năng lượng nguy hiểm.
Mục đích: Ngăn chặn hoàn toàn sự khởi động bất ngờ hoặc giải phóng năng lượng nguy hiểm, bảo vệ người lao động khỏi nguy cơ nghiền ép, cắt đứt, điện giật, bỏng, va đập – những tai nạn điển hình trong môi trường sản xuất ô tô.
Quy trình thực hiện LOTO (8 bước chuẩn – áp dụng phổ biến trong ngành ô tô)
Bước 1: Chuẩn bị và lập kế hoạch
- Xác định tất cả nguồn năng lượng nguy hiểm liên quan đến thiết bị cần bảo trì (điện, khí nén, thủy lực, cơ học, trọng lực, nhiệt, áp suất dư…).
- Tham khảo phiếu LOTO cụ thể của thiết bị (Lockout Procedure) do nhà máy lập sẵn cho từng loại: máy dập, robot hàn, buồng sơn, máy ép phun nhựa, dây chuyền lắp ráp…
- Đánh giá rủi ro và thông báo cho tất cả Nhân viên bị ảnh hưởng (Affected Employees) về kế hoạch dừng máy, thời gian cách ly.
- Chuẩn bị đầy đủ: ổ khóa cá nhân, thiết bị khóa van/khí nén/thủy lực, thẻ cảnh báo, khóa nhóm (group lockout hasp), dụng cụ xả năng lượng.
Bước 2: Thông báo cho nhân viên bị ảnh hưởng
Thông báo rõ ràng (bằng miệng, loa phát thanh khu vực, bảng thông báo tại chỗ) rằng thiết bị sẽ bị khóa, không được vận hành trong thời gian bảo trì. Đảm bảo không còn người nào ở trong vùng nguy hiểm (khu vực robot hoạt động, buồng sơn, dưới máy dập…).
Bước 3: Tắt máy / Ngắt hoạt động bình thường
Tắt thiết bị theo đúng trình tự vận hành chuẩn:
- Dùng nút dừng khẩn cấp (Emergency Stop) nếu cần.
- Tắt công tắc điều khiển chính, PLC, robot controller.
- Đưa các bộ phận về vị trí an toàn (hạ khuôn dập, thu cánh tay robot về home position…).
Bước 4: Cách ly nguồn năng lượng
Xác định và thao tác tất cả thiết bị cách ly năng lượng (Energy Isolation Devices):
- Tắt cầu dao / aptomat chính và phụ (Circuit Breaker).
- Đóng van khí nén, van thủy lực (sử dụng thiết bị khóa van).
- Ngắt phích cắm điện công nghiệp, rút cầu chì nếu cần.
- Khóa nguồn khí nén tại điểm cấp khí chính. Đảm bảo tất cả điểm cách ly ở vị trí OFF / CLOSED / SAFE.
Bước 5: Áp dụng thiết bị khóa & treo thẻ
- Gắn thiết bị khóa an toàn vào từng điểm cách ly để ngăn không thể bật lại.
- Mỗi Nhân viên được ủy quyền gắn ổ khóa cá nhân (Safety Padlock) của mình.
- Treo thẻ cảnh báo an toàn tại mỗi điểm khóa, ghi đầy đủ thông tin:
+ Họ tên người khóa
+ Bộ phận / Nhóm
+ Thời gian khóa
+ Lý do (VD: Thay khuôn dập 500 tấn, bảo dưỡng robot hàn)
+ Số điện thoại liên lạc
- Khóa nhóm: Sử dụng khóa chốt an toàn (Group Lockout Hasps) hoặc hộp khóa nhóm khi có nhiều người tham gia.
Bước 6: Xả và giải phóng năng lượng tích trữ (Stored / Residual Energy)
Xả hết năng lượng còn dư:
- Xả khí nén, thủy lực về 0 bar (kiểm tra đồng hồ áp suất).
- Hạ các bộ phận nâng/hạ bằng trọng lực, chèn chặn an toàn.
- Xả tụ điện, xả áp suất dư trong hệ thống sơn/phun.
- Làm nguội thiết bị nhiệt (lò sấy sơn, điểm hàn). Đảm bảo trạng thái zero energy (không còn năng lượng nguy hiểm).
Bước 7: Xác nhận cách ly thành công (Verification of Isolation) – Bước quan trọng nhất
- Thử khởi động thiết bị bằng các cách thông thường (nút Start, điều khiển từ xa, PLC) → phải không hoạt động.
- Kiểm tra đồng hồ đo: áp suất = 0, điện áp = 0, nhiệt độ an toàn.
- Thử di chuyển các bộ phận cơ khí bằng tay (nếu an toàn) để xác nhận không còn lực.
- Nếu phát hiện năng lượng tích trữ lại (ví dụ áp suất tự tăng), phải giám sát và xả lại. → Chỉ khi xác nhận hoàn toàn zero energy mới được phép bắt đầu công việc.
Bước 8: Thực hiện công việc bảo trì
- Luôn giữ ổ khóa cá nhân trong suốt quá trình làm việc.
- Nếu công việc kéo dài qua ca, thực hiện chuyển giao LOTO theo quy trình ca (Shift Handover).
- Ghi chép đầy đủ vào phiếu theo dõi LOTO (nếu nhà máy áp dụng).
Quy trình tháo LOTO (Release from Lockout/Tagout) – Chỉ thực hiện khi hoàn tất công việc
- Kiểm tra khu vực: Dọn sạch dụng cụ, đảm bảo thiết bị hoàn chỉnh, không còn người trong vùng nguy hiểm.
- Thông báo cho Nhân viên bị ảnh hưởng rằng sắp tháo LOTO và khởi động lại.
- Chỉ người đã gắn khóa mới được phép tháo ổ khóa cá nhân và thẻ cảnh báo của mình.
- Tháo khóa theo thứ tự ngược: → Xả năng lượng dư lần cuối → tháo khóa → bật lại thiết bị cách ly → kiểm tra khởi động an toàn (chạy thử không tải nếu cần).
- Ghi nhận hoàn tất vào phiếu LOTO.
CẢNH BÁO QUAN TRỌNG
- Không bao giờ tháo khóa của người khác trừ trường hợp khẩn cấp và đã có quy trình phê duyệt đặc biệt (có chữ ký lãnh đạo).
- Bỏ qua bước xác nhận cách ly là nguyên nhân hàng đầu gây tai nạn chết người trong ngành ô tô (nghiền ép bởi máy dập, va chạm robot, phun sơn áp suất cao…).
- Đào tạo định kỳ, kiểm tra thực hành hàng năm (Periodic Inspection) là bắt buộc theo tiêu chuẩn OSHA và Luật An toàn, vệ sinh lao động Việt Nam.
Quy trình trên cần được tùy chỉnh chi tiết cho từng loại thiết bị cụ thể (máy dập 500–2000 tấn, robot hàn 6 trục, buồng sơn tự động, dây chuyền lắp ráp…) và tích hợp vào Giấy phép làm việc an toàn (Hot Work / Confined Space / LOTO Permit) của nhà máy.
Tuân thủ nghiêm ngặt giúp giảm thiểu tai nạn nghiêm trọng, bảo vệ người lao động và hạn chế hư hỏng thiết bị giá trị hàng chục đến hàng trăm tỷ đồng.
Tác giả: Prolockey
Tags: khóa aptomat LOTO, khóa công tắc điện LOTO, khóa nhóm LOTO, thiết bị khóa an toàn LOTO, tiêu chuẩn LOTO OSHA, khóa khí nén LOTO, safety padlock LOTO, khóa và treo thẻ an toàn LOTO, ổ khóa an toàn cách điện, khóa van LOTO, Khóa & Treo thẻ an toàn (LOTO) trong ngành ô tô, LOTO ngành ô tô, LOTO nhà máy ô tô, an toàn bảo trì ngành ô tô, quy trình LOTO ngành ô tô, khóa phích cắm công nghiệp, đào tạo LOTO nhà máy ô tô, an toàn dây chuyền lắp ráp ô tô
Viết bình luận của bạn
NHỮNG TIN MỚI HƠN

13
T01
Khóa & Treo thẻ an toàn (LOTO) trong ngành phân bón hóa học
Tìm hiểu quy trình LOTO ngành phân bón hóa học theo tiêu chuẩn OSHA, lợi ích an toàn, điểm cách ly năng lượng nguy hiểm (bơm van, tháp tổng hợp, bồn...

13
T01
Khóa & Treo thẻ an toàn (LOTO) trong ngành Xây dựng
Tìm hiểu tầm quan trọng của quy trình Khóa & Treo thẻ an toàn (LOTO) trong ngành xây dựng Việt Nam: cách ly năng lượng nguy hiểm, phòng ngừa tai nạn...

13
T01
Khóa & Treo thẻ an toàn (LOTO) trong ngành Hàng tiêu dùng nhanh
Tìm hiểu tầm quan trọng của Khóa & Treo thẻ an toàn (LOTO) trong ngành FMCG Việt Nam: cách ly năng lượng nguy hiểm trên dây chuyền chiết rót, nồi nhũ...

13
T01
Khóa & Treo thẻ an toàn (LOTO) trong các Dự án Ngoài khơi (Offshore)
Tìm hiểu tầm quan trọng của Khóa & Treo thẻ an toàn (LOTO) trong các dự án dầu khí và điện gió ngoài khơi Việt Nam: cách ly năng lượng nguy hiểm (áp...

13
T01
Khóa & Treo thẻ an toàn (LOTO) trong ngành Sữa và Sản phẩm từ sữa
Tìm hiểu tầm quan trọng của Khóa & Treo thẻ an toàn (LOTO) trong ngành sữa Việt Nam: cách ly năng lượng nguy hiểm trên máy thanh trùng, dây chuyền...

13
T01
Khóa & Treo thẻ an toàn (LOTO) trong ngành sản xuất dầu ăn
Tìm hiểu tầm quan trọng của LOTO trong ngành dầu ăn: bảo vệ người lao động khỏi năng lượng nguy hiểm, đảm bảo an toàn thực phẩm và tuân thủ pháp luật...

13
T01
Khóa & Treo thẻ an toàn (LOTO) trong ngành đồ uống
Tìm hiểu bối cảnh, lợi ích và thiết bị LOTO cần thiết trong nhà máy sản xuất đồ uống tại Việt Nam. Đáp ứng OSHA, GB 12695-2016 & SC certification,...

13
T01
Khóa & Treo thẻ an toàn (LOTO) trong ngành Dược phẩm
Tìm hiểu tầm quan trọng của Khóa & Treo thẻ an toàn (LOTO) trong nhà máy dược phẩm Việt Nam. Bảo vệ nhân viên, đảm bảo chất lượng thuốc và tuân thủ...

13
T01
Khóa & Treo thẻ an toàn (LOTO) trong ngành công nghiệp nặng
Tìm hiểu tầm quan trọng, lợi ích và cách triển khai Khóa & Treo thẻ an toàn (LOTO) trong công nghiệp nặng Việt Nam. Giảm >70% nguy cơ tử vong, đảm bảo...

13
T01
Khóa & Treo Thẻ An Toàn (LOTO) – Giải Pháp Bảo Vệ An Toàn Tối Ưu
Cung cấp bộ giải pháp Khóa và Treo thẻ an toàn (Lockout Tagout) chuyên nghiệp cho môi trường công nghiệp. Hướng dẫn quy trình LOTO 6 bước giúp cách ly...
NHỮNG TIN CŨ HƠN

13
T01
Khóa & Treo thẻ an toàn (LOTO) trong Ngành Xi măng
Ngành xi măng có đặc trưng là mật độ máy móc hạng nặng cao (lò quay, máy đập, máy nghiền bi, hệ thống băng tải), môi trường nhiệt độ cao (khu vực lò...

13
T01
Khóa & Treo thẻ an toàn (LOTO) trong ngành Dầu khí
Trong các tình huống bảo dưỡng sửa chữa (ví dụ: bảo dưỡng giàn khoan, kiểm tra đường ống dầu, bảo dưỡng bộ chống phun trên giàn biển), năng lượng nguy...

13
T01
Khóa & Treo thẻ an toàn (LOTO) trong ngành năng lượng và điện lực
Nếu trong quá trình bảo dưỡng sửa chữa không cách ly hiệu quả các nguồn năng lượng nguy hiểm nêu trên, rất dễ dẫn đến tai nạn nghiêm trọng như bỏng...

13
T01
Khóa & Treo thẻ LOTO trong ngành luyện kim và gia công kim loại
Trong các tình huống bảo trì, sửa chữa (như bảo dưỡng lò cao khi ngừng gió, thay trục cán, bảo dưỡng súng thổi oxy của lò chuyển), năng lượng nguy...

13
T01
Khóa & Treo thẻ an toàn (LOTO) trong ngành cảng biển và đóng tàu
Trong các tình huống bảo trì – sửa chữa như: bảo dưỡng cơ cấu nâng của cẩu bờ, bảo trì hệ thống động lực tàu, thay ray cẩu giàn…, năng lượng nguy hiểm...

13
T01
Khóa & Treo thẻ an toàn (LOTO) trong ngành công nghiệp hóa chất
Trong các hoạt động bảo trì, sửa chữa (ví dụ: vệ sinh phản ứng, kiểm tra bồn chứa, bảo dưỡng thiết bị trao đổi nhiệt), năng lượng nguy hiểm thường kết...

13
T01
Khóa & Treo thẻ an toàn (LOTO) trong ngành dệt may
Trong các tình huống bảo trì, sửa chữa (ví dụ: thay lô kéo sợi, vệ sinh máy nhuộm, kiểm tra máy định hình), năng lượng nguy hiểm thường chồng chéo với...

13
T01
Khóa & Treo thẻ an toàn (LOTO) trong ngành khai khoáng
Trong các tình huống bảo trì, sửa chữa (như bảo dưỡng máy đào lò hầm, bảo trì tời nâng mỏ lộ thiên, bảo dưỡng thiết bị chống đỡ nóc hầm), năng lượng...

13
T01
Khóa & Treo thẻ an toàn (LOTO) trong ngành hóa dầu
Trong các tình huống bảo trì, sửa chữa (như vệ sinh bình phản ứng, bảo dưỡng đường ống dẫn dầu, bảo trì lò gia nhiệt), năng lượng nguy hiểm thường...
16
T12
🏆 THIẾT BỊ KHÓA MCB – GIẢI PHÁP LOTO CHUẨN OSHA CHO APTOMAT TÉP (MCB)
👉 Thiết bị khóa MCB PROLOCKEY được thiết kế chuyên biệt để khóa vật lý aptomat tép, ngăn chặn hoàn toàn việc cấp điện trở lại, đáp ứng đầy đủ yêu cầu...







 Mũ bảo hộ cách điện
Mũ bảo hộ cách điện
